Измерительные инструменты
Штангенциркуль
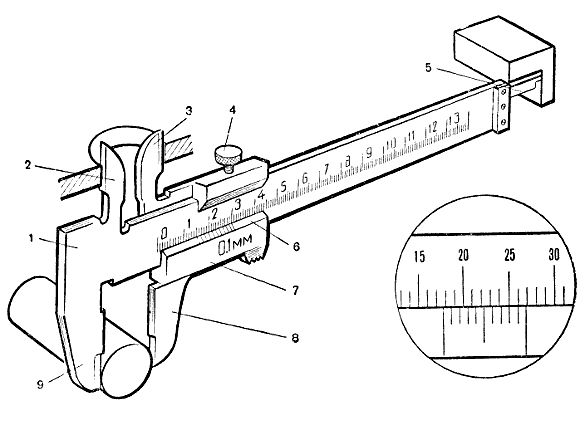
Штангенциркуль (рис. 160) — раздвижной измерительный инструмент для линейных измерений. Он состоит из штанги 1 с неподвижными губками 2 и 9 и подвижной рамки 7 с губками 3 и 8. На штанге 1 нанесены деления (штрихи) на расстоянии 1 мм, на рамке 7 нанесены штрихи дополнительной шкалы — нониуса. В штангенциркуле с точностью отсчета до 0,1 мм нониус имеет 10 равных делений на расстоянии 9 мм (цена одного деления нониуса 9 : 10 = 0,9 мм).
При сомкнутых губках штангенциркуля нулевые штрихи шкалы штанги и нониуса совпадают. Если измеряемый размер точно соответствует целому числу миллиметров, нулевой штрих нониуса совпадает со штрихом штанги, указывающим размер. Если измеряемый размер не равен целому числу миллиметров, нулевой штрих нониуса перейдет соответствующее число миллиметров на шкале штанги, то число десятых долей миллиметра определится по совпадающим штрихам нониуса и шкалы штанги. На рис. 160 нониус показывает 17,8 мм, так как нулевой штрих нониуса стоит правее 17-го деления шкалы штанги, а восьмой штрих нониуса (не считая нулевого) совпадает со штрихом шкалы штанги штангенциркуля.
Стержень 5 глубиномера скользит в пазу обратной стороны штанги 1, один конец его соединен с рамкой 7. При измерении глубины устанавливают штангу торцом на плоскость детали, а стержень глубиномера перемещают до упора в дно отверстия.
В штангенциркуле с точностью отсчета 0,05 мм шкала нониуса имеет длину 39 мм и разделена на 20 частей (цена одного деления нониуса 39 : 20 = 1,95 мм).
Микрометр
Микрометр (рис. 161) служит для измерения наружных размеров деталей. Он состоит из стальной скобы 1, с одной стороны которой имеется неподвижная пятка 2, а с другой — стебель 5 с закрепленной в нем гильзой 6.
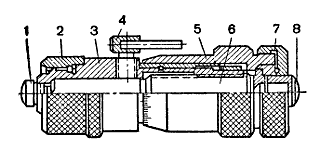
В гильзе нарезана мелкая и точная (микрометрическая) резьба, по которой вращается микрометрический винт 5. Снаружи стебель 5 охватывается барабаном 7, соединенным с микрометрическим винтом 3. При измерении деталь помещают между неподвижной пяткой 2 и концом микрометрического винта. Установку винта производят: грубую — барабаном 7, окончательную — трещоткой 8, предназначенной для ограничения усилия, с которым измеряемую деталь зажимают между винтом и пяткой; винт закрепляется в определенном положении стопорным кольцом 4. Размер отсчитывают до делениям на стебле 5 и на скошенной части барабана 7. Делений на барабане обычно 50, а шаг резьбы микрометрического винта равен 0,5 мм, поэтому поворот барабана на 1/50 часть окружности соответствует перемещению винта в осевом направлении на 0,01 мм. Показание микрометра на рис. 161 соответствует 20,05 мм.
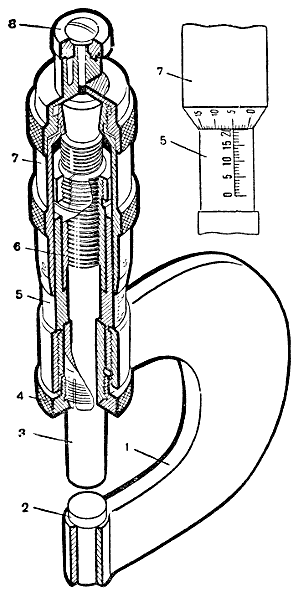
Разновидностью микрометра является штихмас, служащий для измерения отверстий диаметром более 50 мм (рис. 162). На наружную резьбу стебля 3, защищенную гайкой 2, навертываются удлинители, предназначенные для увеличения пределов измерений.
Индикаторы
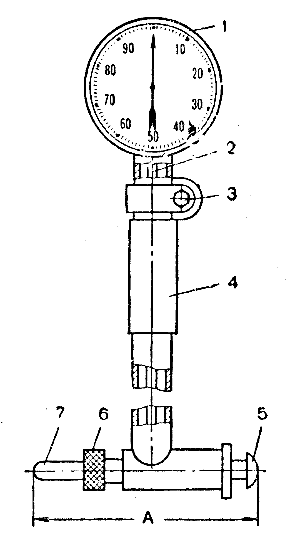
Индикаторы используются для измерения размеров проверяемой детали методом сравнения с размерами эталона (образца), а также для измерений биения, овальности, конусности и т. д. На рис. 163 показан индикатор для измерения цилиндров двигателя. Внутри корпуса 4 имеется система рычагов, передающая движение от подвижного измерительного стержня 5 на передаточный стержень 2 и стрелку индикаторной головки 1. Сменный измерительный стержень 7 после установки нужного размера А (по микрометру) закрепляется гайкой 6.
Индикаторная головка 1 закреплена на корпусе 4 хомутиком 3. Полный оборот стрелки индикатора соответствует изменению размера А на 1 мм. Так как шкала циферблата имеет 100 делений, то цена деления шкалы равна 0,01 мм. Стрелку индикатора устанавливают на нуль поворотом циферблата. К индикатору прилагается набор сменных наконечников, что позволяет измерять цилиндры различных диаметров.
Щупы
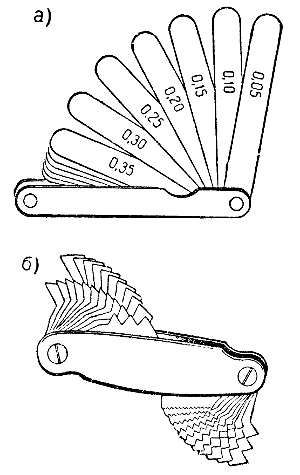
Щупы (рис, 164, а) применяют для измерения зазоров между сопряженными деталями; их изготовляют в виде комплектов стальных пластин (11 — 15 шт.) толщиной от 0,05 до 1 мм с интервалами 0,05 — 0,1 мм.
Резьбомер
Резьбомер (рис, 164, б) представляет собой набор стальных пластин с нанесенными на них точными профилями стандартных резьб. Для измерения резьбы подбирают такую пластину, резьба которой при наложении ее на резьбу болта (гайки) соприкасается с ней без просвета. Обозначения на пластине указывают шаг резьбы в миллиметрах (метрическая резьба) или число ниток резьбы на 1 дюйм (дюймовая резьба).
Калибры
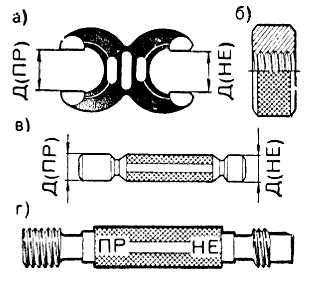
При большом количестве измерений одних и тех же размеров применяют калибры в виде скоб (рис. 165, а) — для валов и в виде пробок (рис. 165, в) — для отверстий. Калибры обычно изготовляют с двумя размерами — проходным (ПР) и непроходным (НЕ). На рис. 165, б и г показаны резьбовые калибры.
Статья из книги «Устройство грузового автомобиля». Читайте также другие статьи из